
不锈钢方管焊接工艺选择氩弧焊还是其他方法
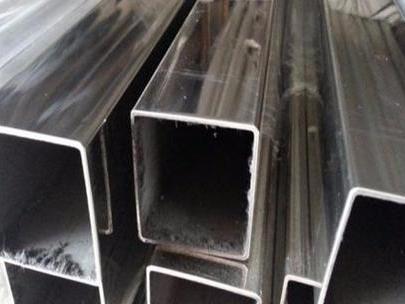
在金属加工领域,不锈钢方管的连接质量直接影响整体结构的强度与美观。面对多种焊接工艺,如何精准选择成为关键。本文将围绕不锈钢方管的特性,探讨氩弧焊与其他方法的优劣,帮助您掌握核心的方管焊接技术要点。

氩弧焊:不锈钢方管焊接技术要点的首选
氩弧焊,特别是钨极氩弧焊(TIG焊),被广泛认为是焊接不锈钢方管的理想工艺。其核心优势在于使用惰性气体氩气进行保护,能有效隔绝空气,防止不锈钢在高温下发生氧化、碳化,从而确保焊缝金属的纯净度。这一特性完美契合了不锈钢方管焊接技术要点中对焊缝耐腐蚀性和外观的高要求。对于壁厚较薄(通常指3mm以下)的方管,氩弧焊热量集中、变形小的特点尤为突出,能实现单面焊双面成型,焊缝美观且无需过多后续处理。因此,在追求高品质、高精度,尤其是对外观有严格要求的装饰工程或食品医疗设备中,氩弧焊是当之无愧的首选。
其他焊接方法的适用场景与对比
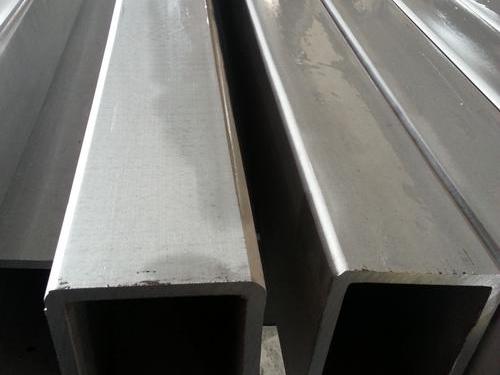
尽管氩弧焊优势明显,但其他焊接方法在特定场景下也具备竞争力。手工电弧焊设备简单、成本低、适应性强,适合现场施工或对焊缝外观要求不高的厚壁方管结构焊接,但其飞溅大、焊缝成型不如氩弧焊美观,是方管焊接技术要点中需要权衡的因素。而熔化极惰性气体保护焊(MIG焊)的焊接效率更高,填充金属速度快,更适合中厚壁不锈钢方管的批量、长焊缝焊接,但在应对薄壁管时易产生烧穿问题。此外,激光焊等先进工艺精度极高、变形极小,但设备昂贵,多用于自动化精密制造。选择时需综合考虑方管壁厚、生产批量、成本预算及质量要求。
综合考量以优化方管焊接技术要点
终工艺的选择,需回归到具体的项目需求上来。对于薄壁、且要求内外部成型美观、耐腐蚀性高的不锈钢方管,氩弧焊的综合评分高。若以施工效率为主导,且对焊缝外观要求一般,MIG焊或手工电弧焊可能更具经济性。掌握方管焊接技术要点的精髓,在于深刻理解材料特性与工艺原理的匹配。无论选择哪种方法,焊前彻底的清洁、合适的保护气体纯度、精准的电流参数控制以及焊工熟练的操作技术,都是确保不锈钢方管焊接质量不可忽视的环节。






- 影响304不锈钢方管价格波动的三大核心因素2026-02-21 08:05:00
- 304不锈钢方管价格差异大揭秘品牌与材质是关键2026-02-20 09:48:00
- 304不锈钢方管价格近期走势分析及未来预测2026-02-20 09:12:00
- 不锈钢方管应用广泛,厂家直销支持定制加工2026-02-19 09:57:00
- 304不锈钢方管价格多少钱一米受哪些因素影响2026-02-19 09:49:00
- 采购不锈钢方管必看,厂家直销的注意事项2026-02-19 09:31:00