
不锈钢方管焊接接头强度提升技巧
不锈钢方管焊接接头强度直接影响整体结构的稳定性和耐用性,尤其在建筑、机械制造等领域尤为关键。本文将分享提升不锈钢方管焊接接头强度的实用技巧,从材料选择到工艺优化,助您实现高质量焊接。
一、不锈钢方管焊接前的材料与设备准备
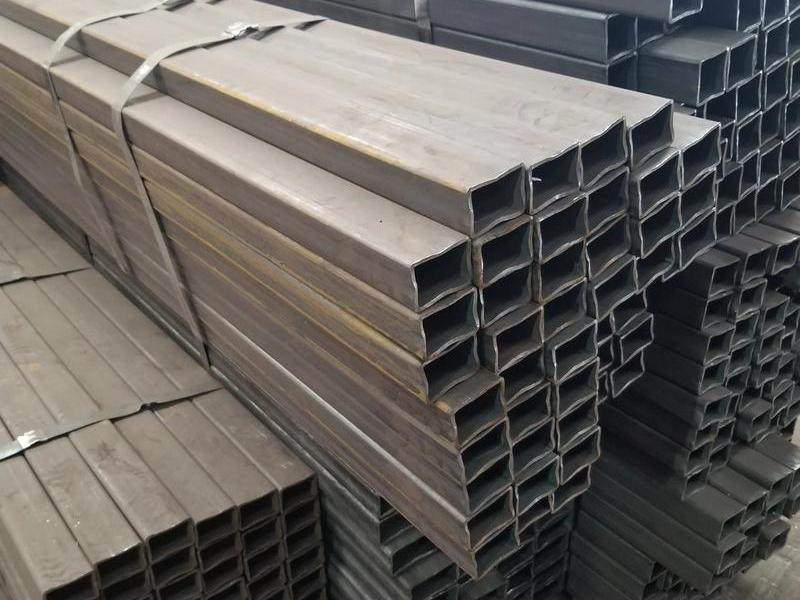
1. 选择合适的不锈钢方管材质
不同型号的不锈钢(如304、316)耐腐蚀性和焊接性能差异较大。建议根据使用环境选择含碳量较低的材料,避免焊接时产生晶间腐蚀。例如,316L不锈钢因添加钼元素,更适合高盐分环境。
2. 焊材匹配与表面处理
焊条或焊丝需与母材成分相近,推荐使用ER308L或ER316L系列。焊接前需彻底清除方管切口处的油污、氧化层,可用不锈钢专用砂轮或化学清洗剂处理,确保焊接面无杂质。
3. 设备参数校准
采用脉冲氩弧焊(TIG)时,建议电流控制在80-120A,氩气流量8-12L/min。若使用MIG焊,需注意保护气体比例(98%Ar+2%O₂),避免焊缝氧化。
二、不锈钢方管焊接过程中的关键工艺控制
1. 接头设计与坡口处理
对接接头建议开V型坡口(角度60°-70°),搭接接头需保证重叠长度≥3倍壁厚。焊接时采用分段退焊法,减少热输入集中导致的变形。
2. 温度与速度控制
层间温度需保持在150℃以下,可通过间歇焊接或辅助冷却实现。焊接速度建议5-10cm/min,过快易导致未熔合,过慢则可能引发过热脆化。
3. 保护气体与后处理
焊接后延长氩气保护时间(约10-15秒),防止高温区氧化。对于重要结构,可进行酸洗钝化处理,提升接头耐蚀性。
三、不锈钢方管焊接后的检测与强化措施
1. 无损检测技术应用
采用X射线或超声波检测焊缝内部缺陷,渗透检测适用于表面裂纹排查。根据GB/T 3323标准评定焊缝质量等级。
2. 热处理优化
对于厚壁方管(≥6mm),可进行固溶处理(1050℃急冷)以消除焊接应力。薄壁管可采用振动时效等低温去应力方法。
3. 机械强化方案
通过喷丸处理使焊缝表面形成压应力层,或采用滚压工艺提升疲劳强度。对于承重节点,可增加加强板设计。
温馨提示:实际焊接时需结合具体工况调整参数,建议先进行工艺评定试验。定期维护焊接设备并培训操作人员,能显著提升不锈钢方管接头的一致性。若遇到特殊材质或复杂结构,咨询专业焊接工程师更为稳妥。






- 方管焊接安全操作规范与注意事项2025-12-20 08:13:00
- 方管焊接后如何检测焊缝质量2025-12-19 09:17:00
- 方管焊接电流与电压参数设置技巧2025-12-19 09:07:00
- 方管焊接时如何选择合适的焊材2025-12-18 08:26:00
- 方管焊接变形如何预防与控制2025-12-18 08:26:00
- 方管焊接工艺步骤详解2025-12-17 09:22:00